


案例介绍
AGV小车具备自动牵引料车,采用磁条导航,依靠自带的锂电提供动力,高温60-70℃烘房作业,运行过程中无噪声、无污染,符合食品行业严格的卫生和安全标准。
项目难点
食品烘房高温60-70℃
纯人工作业,取放效率低,人工成本较大
高温烘房内料车拥挤,数量较多
24H作业,属于现有产线使用,改造不能影响生产、产量
潜伏牵引式AGV应用
满足产线烘房出入柔性需求
原材料以整笼不锈钢料车形式转运,原材料区域(糖果、食品、零食、半成品)从自动化产线出料,人工备料,触发呼叫任务,优旺特AGV小车将满料笼车转运至烘房烘干,烘房内AGV支持高温作业,烘干后转运至包装线、将半成品从车间送至包装间等自动化运转,减少人工操作,降低员工劳动强度,减少人为活动的污染,可中央管理远程监控,自动挂车牵引。
并且优旺特AGV自动化运输解决方案支持各种各样的存储方式,如:托盘,货架和箱式包括区域堆放,深度堆放或者仓储货架。


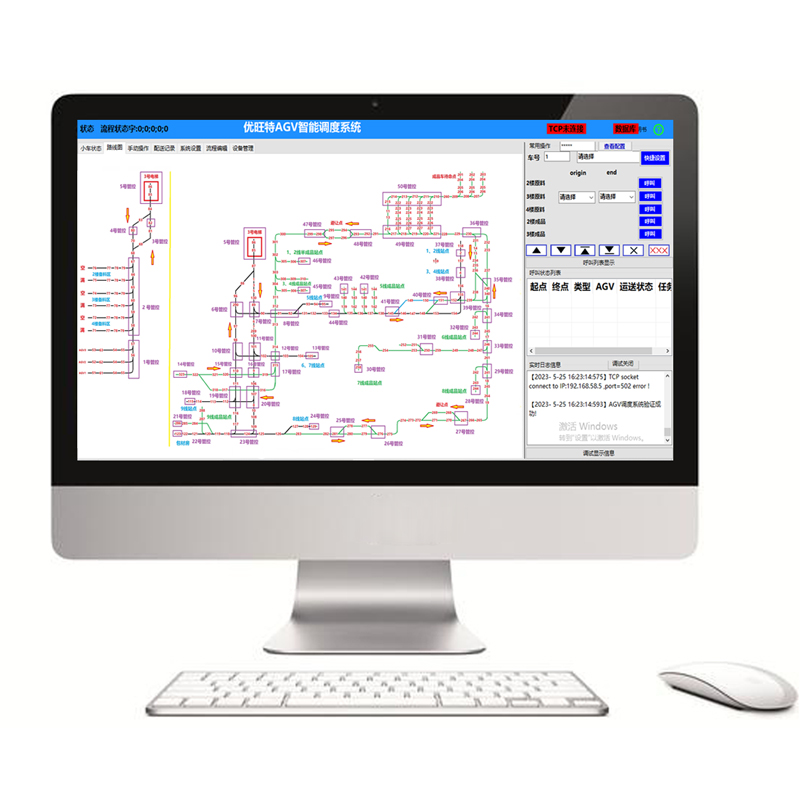
自研RCS调度系统
多车型高效协同作业
项目涉及不同车型协同作业,优旺特自研RCS调度系统服务软件快速规划全场最优路径,
支持复杂场景多车管控、避免堵车、等待等情况,确保各产线及时上下料,物料及时出入库。
WMS仓储管理系统
生产物料信息可查
WMS仓储管理系统支持库位预览,出入库策略配置和物料数据化管理,实时同步不同
种类物料上下线,出入库工作,操作便捷,提升生产效率的同时节省了人力成本,为企
业制造升级提供了强大的助力。

潜伏牵引式AGV产品性能
导航方式:磁条导航,耐磨,耐高温
自动对接:自动牵引料车,自动上下料
安全防护:激光避障,距离范围可调
电池性能:锂电池,支持快速补电
潜伏牵引式AGV产品优势
AGV小车耐高温部件设计可以在高温环境运行,AGV转向特点,对空间利用率较高,
体积小,更适用于场地受限的车间、仓库等环境内,电池续航能力强,充电一次可工
作8-10H,当电量过低自动到充电位置充电,高回报率,不间断工作,不放假,完美
替代人工运输,全自动化搬运减少物料在搬运过程中人为失误的损坏,全自动运输,
节省人工和运行成本,提升效率。






 搜索
搜索




